Machine à glace en plaques utilisée dans le processus de refroidissement pour la production de crème
La machine est spécialement conçue pour répondre aux exigences uniques et fiables de refroidissement et de réduction de température dans le processus de production et de transformation de la crème.
La capacité de production courante atteint jusqu’à 12 tonnes par heure.
Le système perfectionné de cette machine est conçu pour abaisser la température du produit de 85 °C jusqu’à 4 °C.
Mesures d’économie d’énergie et de réduction des émissions : Un processus de refroidissement en deux étapes a été mis en œuvre, en accord avec les politiques nationales d’économie d’énergie et de réduction des émissions. Les étapes sont les suivantes :
- Étape 1 – Refroidissement préliminaire : La réduction initiale de température est assurée par un système de tour de refroidissement en boucle fermée.
- Étape 2 – Refroidissement de précision avec stockage thermique : Un système dynamique de stockage de froid par glace est utilisé, produisant 45 m³ d’eau glacée à 0,5 °C par heure. Un réservoir souterrain de 40 m³ permet de stocker l’eau glacée générée pendant les heures creuses, facilitant le décalage de la charge et réduisant considérablement la consommation d’énergie.

- Fonctionnement autonome : Cette machine de pointe ne nécessite aucune source de réfrigération supplémentaire, réduisant ainsi la consommation d’énergie et les coûts d’investissement du projet.
- Commande intelligente : Le système ajuste automatiquement le fonctionnement des ventilateurs et le débit d’eau de refroidissement en fonction des variations de charge en temps réel, garantissant une efficacité énergétique maximale.
- Refroidissement à l’eau pure : L’échange thermique entre la crème et l’eau pure s’effectue dans un échangeur de chaleur, permettant un abaissement efficace de la température tout en évitant la formation de tartre et en préservant la qualité du produit.
- Tour de refroidissement haute performance en circuit fermé : Le modèle FBH250 traite 80 m³ par heure et est équipé de tubes échangeurs en acier inoxydable 304, assurant durabilité et efficacité. La tour comprend deux pompes à eau (une en fonctionnement, l’autre en secours), avec un ajustement possible du débit basé sur les écarts de température entre l’eau d’entrée et de sortie.
- Eau glacée à basse température : Cette unité produit de l’eau glacée à très basse température pour garantir un contrôle précis de la température tout au long des processus de production, de stockage et de conditionnement. Elle permet une utilisation énergétique optimale et maintient un environnement de refroidissement fermé et hygiénique, assurant ainsi la sécurité et la qualité de la transformation de la crème.
- Conception haute efficacité et économie d’énergie : Capable d’atteindre des températures aussi basses que 0,5 °C, le système adopte une conception de refroidissement en plusieurs zones et par étapes. Cela permet à chaque compresseur de fonctionner dans des conditions optimales, améliorant le coefficient de performance (COP) de l’équipement et réduisant considérablement la consommation d’énergie.
- Contrôle dynamique de l’eau glacée : Le système tout entier s’ajuste automatiquement en fonction du planning de production, assurant la production de glace et le refroidissement par eau glacée selon les besoins.
- Réservoir de stockage thermique de grande capacité : La glace est produite et stockée durant la nuit, puis utilisée en journée afin de déplacer la consommation électrique hors des heures de pointe, réduisant ainsi les coûts d’exploitation globaux.
- Contrôle de configuration et analyse des données : Grâce à une intégration IoT, le système permet une surveillance en temps réel de l’état de fonctionnement, une collecte automatisée des données et leur analyse, pour une gestion efficace et une maintenance proactive des équipements.
- Régulation adaptative : Le système ajuste de manière automatique le fonctionnement des groupes froids et le débit d’eau de refroidissement selon les variations de charge, pour une économie d’énergie maximale.
- Tuyauterie de qualité et sécurité intégrée : L’ensemble du réseau est construit en acier inoxydable 304, garantissant une haute résistance à la corrosion et une longue durée de vie. Deux pompes à eau (une en service, une en veille) assurent un fonctionnement continu en toute sécurité.
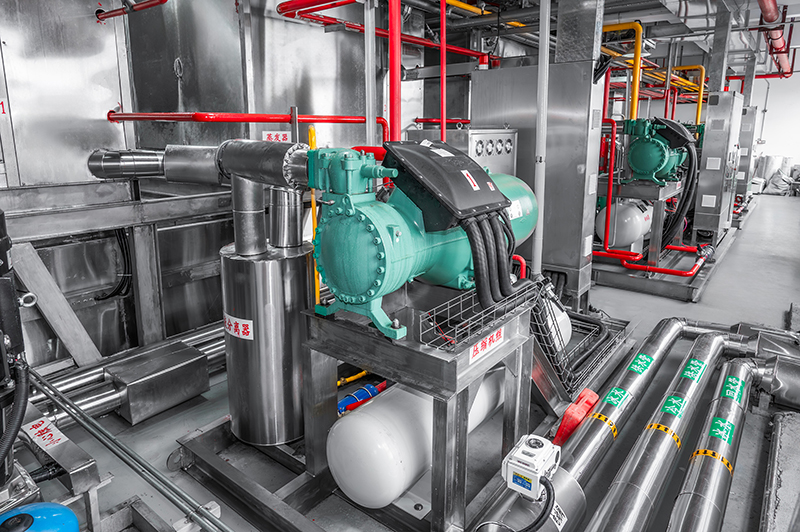
- Unité de refroidissement à haute performance : Le circuit d’eau glacée repose sur trois unités frigorifiques autonomes, offrant une exploitation stable, fiable et durable. Cette architecture modulaire facilite la gestion opérationnelle et simplifie les interventions de maintenance.
- Compresseurs à rendement élevé : Le système intègre cinq compresseurs à vis Bitzer CSHB58-160, capables de générer jusqu’à 45 m³ d’eau glacée à 0,5 °C par heure. La structure des compresseurs est conçue en acier inoxydable robuste, assurant une résistance accrue et une durée de vie prolongée.
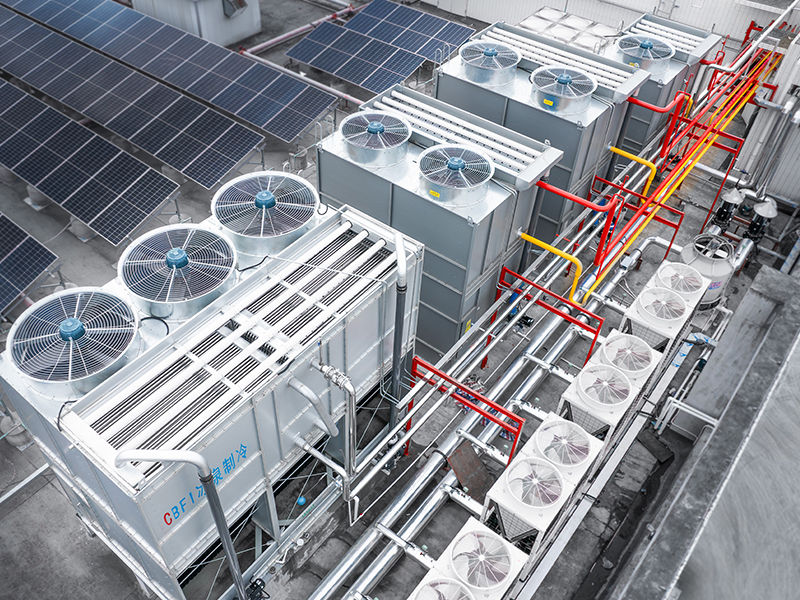
- Échange thermique à haut rendement : Le système repose sur des condenseurs évaporatifs, offrant une excellente performance d’échange de chaleur ainsi qu’un coefficient de performance (COP) élevé en fonctionnement.
- Matériaux robustes et conception durable : Fabriqué à partir de tubes en acier galvanisé sans soudure et de panneaux galvanisés, le système est également équipé d’un dispositif électronique antitartre. Celui-ci minimise grandement la formation de dépôts dans les tuyaux et les matériaux de garnissage, garantissant ainsi une efficacité thermique constante et une durée de vie supérieure à 15 ans.

- Conception haute performance : Entièrement fabriqué en acier inoxydable 304, l’évaporateur fiable est doté d’un serpentin à double canal qui garantit un transfert de chaleur homogène et efficace. Il intègre une technologie de film liquide plat combinée à une formation de glace double face, permettant la production d’eau glacée à 0,5 °C.
- Configuration entrée par le haut / sortie par le bas : Cette architecture réduit grandement la quantité de fluide frigorigène nécessaire et permet un contrôle précis de la surchauffe à l’aspiration, assurant une utilisation optimale de l’évaporateur et un excellent rendement thermique. De plus, elle évite l’accumulation d’huile au fond de l’évaporateur.
Réservoir de stockage d’eau
Conçu pour s’adapter aux variations de charge durant le traitement des produits laitiers, ce réservoir thermique en acier inoxydable 304 de grande capacité avec une efficacité inégalée, assure une température de sortie constante de l’eau, contribuant à maintenir une qualité homogène de la crème.
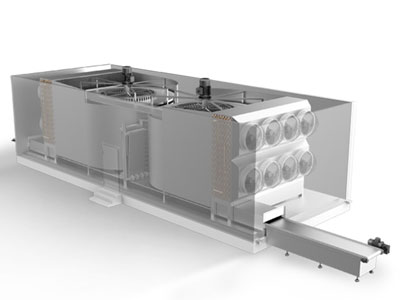
 Machine de fabrication de glace en plaques
Machine de fabrication de glace en plaques  Machine de fabrication de glace en plaques
Machine de fabrication de glace en plaques  Côté aspiration de l'eau glacée
Côté aspiration de l'eau glacée
 Structure interne de la machine à glace en plaques
Structure interne de la machine à glace en plaques Structure interne de la machine à glace en plaques
Structure interne de la machine à glace en plaques
 Réservoir de stockage de glace
Réservoir de stockage de glace  Réservoir de stockage de glace
Réservoir de stockage de glace  Réservoir de stockage de glace
Réservoir de stockage de glace
Pompe à eau glacée
Le système de conception spéciale est conçu avec une configuration principal-de secours, comprenant une pompe principale et une pompe de secours afin d'assurer la sécurité opérationnelle et la fiabilité du produit. Les pompes sont dotées de variateurs de fréquence permettant un ajustement automatique du débit d'eau glacée en fonction des variations de charge, garantissant ainsi une qualité de crème constante tout en optimisant l'efficacité énergétique.


Échangeur de chaleur à plaques
Le système intègre un échangeur de chaleur à plaques haute efficacité, amovible, fabriqué en acier inoxydable 316. Il offre une conception compacte, des performances de transfert thermique remarquables, une résistance à la corrosion optimale et est conçu pour être facile à entretenir.
Système de surveillance du débit
Grâce à la technologie avancée IoT, le système permet la surveillance en temps réel et le contrôle automatique du débit d'eau. Il maximise remarquablement l'utilisation de l'énergie, garantit un fonctionnement continu et stable du système, et prend en charge l'exploitation à distance ainsi que les capacités d'analyse des données.